高効率高周波誘導焼鈍技術
プラントの配管工事において、大規模プラントでは数万、小規模メンテナンス工事でも数十~数百もの溶接後の焼鈍(PWHT)適用箇所があり、PWHTは主要な工期決定因子の一つとなっています。この高周波誘導焼鈍技術は、従来の電気抵抗加熱焼鈍に比べ、極めて高い速度(1,000℃/hr)で昇温することができ、焼鈍終了までの時間を大幅に短縮できます。焼鈍性能は、従来の電気抵抗加熱法と同等です。
昇温速度および能率
| 加熱方式 |
昇温速度 |
能率 |
| 従来方式 (ニクロム線を配管に巻きつける方式) |
約200℃/hr |
一晩に1工程 |
| 高周波誘導加熱方式 |
1,000℃/hr以上 |
一晩に2工程 |
- ASMEで規定されているPWHT部の均熱帯幅を十分に満足します。
- 昇温~保持~降温の工程をインバータ制御された電源により、精度良く行うことが可能です。
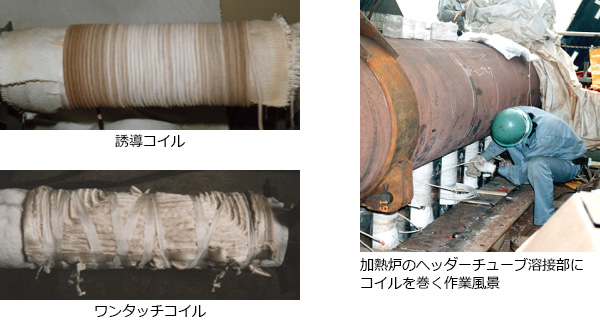
- 電気抵抗加熱焼鈍と異なり、発熱しない誘導コイルを配管外側に巻きつけるため、高い安全性を実現しています。
- 誘導コイル巻きつけ方式より簡単に施工できるワンタッチコイル(誘導コイルが内蔵されたシート)を使用することにより、取付け・取外しが容易になります。
| 装置/配管 |
材料 |
PWHT箇所 |
| Amine Plant |
Carbon Steel |
200 |
| Gas Plant |
Carbon Steel |
800 |
| CCR Plat. |
9Cr-1Mo+Incoloy800 |
250 |
| HDS/CCR |
Carbon Steel、9Cr-1Mo |
800 |
| CCR Plat. |
1-1/4Cr-1/2Mo |
50 |
| CCR Plat. |
9Cr-1Mo |
500 |
| Gas Plant |
Carbon Steel |
160 |
| Gas Plant |
Carbon Steel |
850 |
その他のテクノロジー/ソリューション
(エネルギートランジション -O&M/その他サービス)